понедельник - пятница с 09:00 до 18:00
суббота - с 09:00 до 16:00
суббота - с 09:00 до 16:00
sale@stalgrad-dv.ru - отдел продаж
snab@stalgrad-dv.ru - отдел снабжения
info@stalgrad-dv.ru - общая
Вальцевание — это процесс гибки листового металла путём пропуска листа между вращающимися валами для получения изогнутой или цилиндрической формы.
В большинстве случаев вальцевание металла выполняется по технологии холодного пластического деформирования (без нагревания заготовки). Благодаря этому снижается расход энергии и повышается точность формы. Лист металла подаётся между валами станка, которые за счёт давления постепенно изгибают материал, добиваясь заданного радиуса кривизны.

Технология широко используется в промышленности, строительстве, вентиляционных системах и даже дизайне. Наиболее типичные области применения:

Цех металлобазы «СтальГрад» использует профессиональное оборудование, которое позволяет работать с различными типами листового металла, с толщиной листа: от 2 до 12мм, шириной листа: до 2000 мм, минимальный радиус гибки: 160мм

Мы подбираем режимы обработки индивидуально под каждый заказ, учитывая свойства материала и требуемую форму изделия.
Мы работаем с заказами от 1 штуки и до больших серий. Оперативно рассчитаем стоимость, предложим оптимальный радиус, согласуем сроки и выполним заказ точно в срок.
Отправьте параметры через форму Запрос на расчёт или свяжитесь с менеджером — и мы сразу начнём обработку вашего заказа.
СтальГрад — точно по радиусу, точно по срокам.
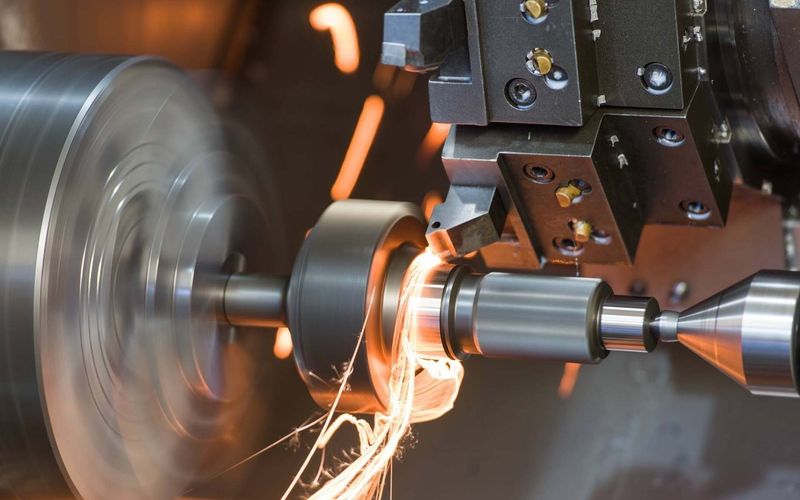
В металлообработке используются различные виды станков, среди которых токарные и фрезеровочные занимают важное место. Они предназначены для обработки деталей, но выполняют разные функции.
Токарный станок – это оборудование, предназначенное для обработки вращающихся заготовок путем снятия слоя материала с помощью резца. Основной принцип работы заключается в том, что заготовка вращается, а режущий инструмент остается неподвижным или движется в продольном и поперечном направлениях.


Фрезеровочный станок предназначен для обработки деталей с помощью вращающегося режущего инструмента – фрезы. В отличие от токарного станка, здесь инструмент вращается, а заготовка может оставаться неподвижной или двигаться в разных направлениях.
| Критерий | Токарный станок | Фрезерный станок |
| Преимущества |
|
|
| Возможности |
|
|
| Изделия |
|
|
В цеху СтальГрад используются фрезеровочный и токарные станки, они прекрасно дополняют друг друга, обеспечивая широкий спектр возможностей для производства.
Поэтому клиенты СтальГрад могут выполнить все работы в одном месте, а наши мастера выберут соответствующий станок в зависимости от типа заготовки и требований к обработке.
Если вам нужны качественные металлообрабатывающие услуги, обращайтесь в СтальГрад – мы предлагаем надежное оборудование и профессиональные решения!
Развивайте ваш бизнес с нами!
Адрес: Фанзавод 1 стр 3
Телефон: 8 (423) 239-09-09
Сайт: stalgrad-dv.ru
График работы: понедельник — пятница с 09:00 до 18:00 суббота — с 09:00 до 16:00
Металл — материал с характером. Он не терпит спешки, не прощает ошибок и требует уважения. Если пытаться согнуть его без понимания процессов, можно получить трещины, заломы или кривые углы, которые уже не исправишь. Но если знать, как подойти к делу, согнуть стальной лист или, скажем, лист алюминия можно быстро и без проблем. Главное — выбрать правильный способ.
Перед тем как погрузиться в мир гибки металла, где каждое ваше движение может обрести воплощение в уникальных изделиях, крайне важно уделить внимание нескольким важным аспектам, чтобы процесс прошел гладко и с минимальными неожиданностями.
Подготовка — это ключ к успеху, и именно она позволяет избежать множества проблем, которые могут возникнуть из-за недостатка знаний или невнимательности.
Первое, на что стоит обратить внимание, — это тип металла. Прочные и непокорные материалы требуют особого подхода. Обычная сталь, например, славится своей возбудимой мягкостью и способностью к простому изгибу. Однако ей свойственно хрупкое поведение на резких сгибах, что может привести к неожиданному перелому.
Алюминий, со своей стороны, кажется очень пригожим выбором: он достаточно мягкий и податливый, что приятно позволяет работать с ним. Но у него есть свои секреты — этот металл может моментально проявить капризы, и вы рискуете столкнуться с трещинами, если не будете достаточно аккуратны в работе.
Нержавеющая сталь — это как очень дерзкий партнер: она не только впечатляет своей прочностью, но и крайне упряма. Уделите время, чтобы понять, как она себя поведет под давлением.
Оцинкованный металл — всё еще одно из распространённых решений. Однако тут нужно быть особенно осторожным: при любом повреждении защитного покрытия вы рискуете необратимо повредить его, что лишь добавляет хлопот и разочарования.
Следующим моментом, без которого не обойтись, является толщина металла.
Здесь, как и в жизни, действует простое правило: чем толще металл, тем сложнее его сгнуть. Металл толщиной 0,5 мм можно легко сгибать даже руками, наслаждаясь процессом и ощущая, как он поддаётся вашему контролю. Однако на толщине 2 мм будет необходимо использовать инструмент, чтобы справиться с задачей. А с 5 мм без мощного пресса обойтись не получится: это уже серьезный вызов, требующий соответствующего оборудования и навыков.
Температура — ещё один важный аспект. Умение работать с теплом открывает новые горизонты. Алюминий и нержавеющая сталь требуют предварительного нагрева — это секрет, который позволит им стать более податливыми и снизить риск повреждения. Сталь, хоть и может быть подогрета, требует точности: слишком высокая температура или неправильное время нагрева приведет к нежелательным последствиям. Оцинковка — это отдельная история. Никогда не стоит её греть, так как защитный слой, предназначенный для удержания коррозии под контролем, просто испарится, и тогда ваш металл станет уязвимым.
И не забудем о безопасности — этот пункт не потеряет актуальности на протяжении всего процесса. Острые края, высокая температура и мощные инструменты представляют собой тройку риска в мире гибки металла.
Именно поэтому следует помнить об использовании защитных средств: прочные перчатки, защитные очки и общая осторожность — обязательные спутники любого мастера.
Внимательность к каждой мелочи и уважение к материалам и инструментам позволит вам не только создать великолепные изделия, но и сохранить себя в безопасности. Убедитесь, что каждая деталь вашего подхода продумана, и гибка металла станет настоящим творением, с которым работается легко и с великим удовольствием.
Если у вас нет специального оборудования, но есть сильные руки и смекалка, можно попробовать:
Когда под рукой есть специальное оборудование, работа идёт быстрее, а результат получается точнее. Здесь уже не приходится полагаться на силу рук и удачу – инструменты делают всё чётко и по правилам.
На производстве всё серьёзнее – тут уже не до экспериментов, работают мощные машины, которые сгибают металл так, как захочет инженер, а не он сам.
Сгибание алюминиевого листа — это искусство, которое требует не только правильных инструментов, но и чуткого подхода.
Алюминий, хоть и считается мягким металлом, обладает своими уникальными и капризными характеристиками. При сгибе он может вести себя непредсказуемо и иногда трескаться, что может стать настоящей преградой для вашего проекта. Поэтому, если вы хотите добиться качественного сгиба, прислушайтесь к нескольким важным советам.
Первым делом, позаботьтесь о подготовке материала. Для этого рекомендуется аккуратно подогреть место сгиба при помощи газовой горелки.
Нагрев способствует тому, что алюминий становится более податливым и менее восприимчивым к образованию трещин.
Тем не менее, будьте особенно осторожны: слишком высокая температура может привести к разрушению структуры металла, что негативно скажется на его прочностных характеристиках.
Когда начнете сам процесс сгибания, действуйте медленно и с чувством. Резкие, неаккуратные движения могут вызвать усиленные напряжения в материале, в результате чего вы рискуете получить не только трещины на линии сгиба, но и совершенно неожиданные деформации. Помните, что терпение — это ваш лучший союзник в работе с алюминием.
Если ваша задача требует высокой точности, вам стоит обратить внимание на использование специализированных инструментов — вальцов или листогибов. Эти устройства помогут вам добиться идеально ровного и плавного сгиба, который станет залогом успешного завершения вашего проекта.
Листогибы, в частности, позволяют точно контролировать угол изгиба и распределение нагрузки по всей площади металлического листа.
Сгибание оцинкованного листа представляет собой сложную задачу, требующую особенного внимания к его защитному покрытию. Основная проблема, с которой вам предстоит столкнуться, заключается в том, что если цинковое покрытие будет повреждено, металл немедленно начнет подвергаться коррозии и ржаветь. Именно поэтому существует несколько ключевых моментов, которые необходимо учитывать для достижения наилучших результатов без ущерба для материала.
Во-первых, стоит обратить внимание на температурный режим. Избегайте перегрева, ведь это может привести к повреждению защитного слоя. Если покрытие сгорит, оно утратит свои защитные свойства, и металл окажется под угрозой коррозии.
Во-вторых, при выполнении сгиба используйте специализированные инструменты, такие как листогибы. Эти устройства спроектированы так, чтобы обеспечивать аккуратный и ровный сгиб, минимизируя риск повреждения цинкового слоя. Использование листогиба способствует более точному и безопасному процессу работы с оцинкованным металлом.
Если вы собираетесь осуществлять сгибание вручную, обратите особое внимание на использование мягкой подкладки. Это поможет предотвратить появление царапин и других механических повреждений, которые могут негативно повлиять на защитные свойства оцинкованного слоя.
Тщательно соблюдая эти рекомендации, вы сможете успешно и безупречно выполнить процесс сгибания оцинкованного листа, сохранив его долговечность и эстетические качества.
Сгибание листа нержавейки — это задача, требующая не только специальных инструментов, но и тщательной подготовки, чтобы избежать повреждения изделия и сохранить высокое качество работы. Нержавеющая сталь обладает значительными прочностными характеристиками, что делает её трудной для обработки. Чтобы успешно выполнить эту операцию, следует учитывать множественные аспекты.
Прежде всего, использование гидравлического пресса или мощного листогиба значительно облегчит процесс и обеспечит более равномерное и контрольируемое сгибание.
Эти устройства способны создавать необходимое усилие для работы с нержавейкой, что особенно важно, когда речь идет о толстых листах, которые требуют значительно больше усилий для создания угла сгиба.
Также следует обратить внимание на то, что в некоторых случаях может понадобиться подогревать участок металла, где будет производиться сгиб. Подогрев снижает прочность стали, что позволяет облегчить её обработку.
Однако важно соблюдать осторожность — не перегрейте металл. Чрезмерная температура может привести к изменениям в структурных свойствах стали и, как следствие, к ухудшению ее механических характеристик.
Кроме того, следует помнить о защитных мерах. Не пытайтесь сгибать нержавеющую сталь голыми руками — это действительно непрактично и может быть даже опасно. Используйте подходящие средства защиты, а также специальные приспособления для установки и удержания листа в нужном положении. Это не только обеспечит безопасность, но и улучшит точность выполнения сгиба.
В процессе работы важно также следить за уголком сгиба и избегать чрезмерных нагрузок, которые могут привести к появлению трещин или искажений в металле. Если вы планируете сгибание нескольких листов, убедитесь, что их толщина аналогична, это поможет избежать несоответствий в процессе и улучшит итоговый результат.
Соблюдая все эти рекомендации, вы сможете успешно осуществить сгибание листа нержавейки, продемонстрировав мастерство в работе с этим сложным материалом и обеспечив долговечность и функциональность готового изделия.
Ошибки при гибке металла могут существенно повлиять на конечный результат и опыт работы мастера. Одной из наиболее распространенных проблем является слишком резкий изгиб, который может вызвать образование трещин.
Этот риск особенно велик при работе с алюминием, который, будучи мягким металлом, достаточно податлив при изгибе, но при слишком резком воздействии может легко повредиться.
Для избегания подобной ситуации важно учитывать радиус изгиба. Более плавный изгиб позволит распределить напряжения по поверхности металла более равномерно, что снизит вероятность появления трещин.
Еще одной распространенной ошибкой является неправильный расчет угла сгиба. Необходимо помнить, что металл, когда он сгибается, обычно «отпружинивает» в обратном направлении, замечая расслабление напряжения.
Поэтому очень важно закладывать некоторый запас при определении угла сгиба, чтобы гарантировать, что готовое изделие будет иметь нужные характеристики. Опытный работник должен уметь предсказывать, насколько металл может «отпрыгнуть», основываясь на своих знаниях и опыте работы с конкретным материалом.
Также следует обратить внимание на важность сохранения защитного покрытия на оцинкованных листах. Даже небольшие царапины могут стать началом коррозионных процессов, что со временем приведет к повреждению изделия.
Чтобы этого избежать, необходимо использовать подходящие инструменты и методики, которые минимизируют риск повреждения поверхности.
Например, использование прокладок или защитных накладок может помочь сохранить целостность покрытия во время гибки. Внимание к таким деталям имеет решающее значение для достижения качественного результата и долговечности изделия, особенно в условиях, подверженных коррозии.
Таким образом, соблюдение этих рекомендаций поможет избежать ошибок при гибке металла и значительно улучшить итоговое качество работы.
Гибка металла — это поистине захватывающее сочетание искусства и науки, настоящая симфония, где каждая нота имеет значение. Это не просто механический процесс, а процесс, в котором мастерство рук и современные технологии сплетаются в единое целое.
одних случаях можно позволить себе работать исключительно руками — почувствовать тепло металла, его текстуру, ощутить как он начинает поддаваться под давлением.
В других ситуациях, чтобы достигнуть совершенства, потребуется сложное оборудование, способное облечь вашу задумку в физическую форму.
Ключевым моментом в этой увлекательной игре является глубокое понимание свойств различных металлов. Каждый материал имеет свои особенности: одни готовы к изгибу с легкостью, как будто танцуют под вашим руководством, в то время как другие требуют терпения и точности, словно мятежные духи, не желающие подчиняться.
Выбор правильного метода сгиба становится настоящим искусством: от роликовых и прессовых методов до ручной гибки с использованием специальных инструментов — каждая техника открывает свои горизонты, позволяя значительно расширить возможности мастера.
Размотка бухт в хлысты – это технологический процесс, который широко применяется на металлобазах при работе с различными видами проволоки и арматуры. Этот процесс необходим для удобства транспортировки, хранения, монтажа и дальнейшей обработки металлических изделий. В данной статье разберем, зачем нужна размотка бухт, в каких случаях она применяется, какие виды проволоки и арматуры поставляются в бухтах и как правильно производить размотку.

Размотка бухт в хлысты выполняет несколько важных функций:

Размотка бухт в хлысты на металлобазе применяется в следующих случаях:
В бухтах поставляются различные виды металлопроката, среди которых:

Процесс размотки зависит от типа металла и условий работы, но включает несколько основных методов:
Металлобаза СтальГрад предоставляет услугу по размотке бухт
Размотка бухт в хлысты – один из важных процессов, который обеспечивает удобство работы с арматурой и проволокой в дальнейшем.
Правильный подход к этому процессу позволяет сократить потери материала, повысить качество укладки и ускорить производственные операции.
Транспортировка такого груза, как металлопрокат, требует особого подхода, так как изделия отличаются большим весом, габаритами и иногда хрупкостью (например, оцинкованный или декоративный металл). Одним из важнейших этапов в процессе транспортировки металлопроката является его увязка.


Компании, игнорирующие правила увязки, могут столкнуться со штрафами при несоблюдении правил перевозки.
Увязка металлопроката позволяет фиксировать материалы, обеспечивая их безопасную перевозку и погрузочно-разгрузочные работы. Правильная увязка помогает решить сразу несколько задач:
Другими словами, неправильная или недостаточно надежная увязка может привести к серьезным проблемам в виде повреждений материалов, их потере и угрозе безопасности окружающих.


Поэтому на металлобазе «СтальГрад» мы серьезно подходим к этому процессу и предлагаем два вида увязки:
Металлические ленты – это один из самых прочных способов фиксации. Они используются для тяжелых грузов, таких как кладочная сетка или трубы. Для закрепления применяют специальные натяжители и пломбы.
Применяется для длинномерного проката, такого как арматура или швеллеры. Проволока хорошо выдерживает высокие нагрузки и легко фиксируется.
Кроме этого, для защиты поверхности металлопроката на металлобазе используются деревянные прокладки между слоями металла, что особенно важно для оцинкованного или окрашенного металла.
Обращаясь за качественной увязкой, наши партнеры получают:
Увязка металлопроката – это неотъемлемая часть логистического процесса. Она обеспечивает сохранность груза, безопасность транспортировки и удобство при погрузке и выгрузке. Выбор правильного метода увязки зависит от типа металлопроката и условий его перевозки.
На металлобазе «СтальГрад» наши специалисты по увязке металлопроката подскажут лучший и безопасный способ.
Звоните 8 (423) 239 09 09 или оставляйте заявку на сайте.
Металлобаза СтальГрад- ваш партнер для надежной и безопасной транспортировки металлопроката!
Резка металла является одним из ключевых процессов при работе с металлопрокатом. Существует несколько методов резки, каждый из которых имеет свои особенности, преимущества и области применения. В этой статье мы рассмотрим три основных способа резки металлопроката: механической пилой, газовой резкой и труборезом. Каждый метод находит свое применение в зависимости от типа материала, требований к точности и условий работы.
Механическая пила – используется для отрезки металла — такого, как чугун, сталь или цветные металлы. Резка на таких станках может быть как прямая, так и под углом. Станки могут быть полностью автоматические (включая с современным ЧПУ), полуавтоматические и с ручным управлением. Непосредственно режущая часть станка — это ленточная пила по металлу, которая представляет из себя замкнутую цельную полосу с нарезанными на ней зубьями
Газовая резка – это процесс, при котором воспламененная газовая струя нагревает и плавит металл. В качестве горючего газа применяется ацетилен, пропан-бутановая смесь или натуральный природный газ. Этот метод чаще всего используется для резки толстых стальных листов и конструкций. Эффективен преимущественно для стали и чугуна, но менее пригоден для цветных металлов.


Труборез предназначен специально для резки труб различного диаметра. Он позволяет выполнять точные разрезы под углом, что делает его незаменимым инструментом в сантехнических работах, трубопроводах и монтаже систем отопления.


Выбор метода резки металлопроката зависит от множества факторов: типа материала, толщины, необходимых характеристик реза и специфики работы. Механическая резка пилой обеспечивает высокую точность и чистоту, газовая резка — возможность работы с толстыми материалами, а угловой труборез — эффективность при обработке труб. Каждый из этих методов имеет свои преимущества и недостатки, что позволяет выбрать наиболее подходящий способ в зависимости от конкретных задач.
В компании «СтальГрад» мы предлагаем услуги по резке металлопроката с использованием всех упомянутых методов. Профессиональный подход и опыт наших специалистов гарантируют высокое качество и точность резки для решения любых производственных задач. Обращайтесь к нам, и мы поможем выбрать лучший подход для вашего проекта!
Звоните 8 (423) 239-09-09, будем рады помочь!
———————————————————-
 МЕТАЛЛОПРОКАТ
МЕТАЛЛОПРОКАТ
МЕТАЛЛООБРАБОТКА
ПРОИЗВОДСТВО
 г. Владивосток ул.Фанзавод, 1 стр. 3
г. Владивосток ул.Фанзавод, 1 стр. 3
 8 (423) 202-54-69
8 (423) 202-54-69
Сварочные работы занимают важное место в современном строительстве и производстве. Этот метод позволяет создавать неразъемные соединения, обеспечивая высокую производительность и надежность конечного продукта. На сегодняшний день сварку можно смело назвать основным способом изготовления различных металлических конструкций, начиная от небольших деталей и заканчивая крупными промышленными объектами.

Создание прочных неразъёмных соединений. Главная задача сварки — это формирование прочного соединения между металлическими элементами. Сварка обеспечивает монолитное соединение, устойчивое к механическим нагрузкам, вибрациям и другим воздействиям, что критически важно для долговечности конструкции.
Обеспечение герметичности. В отраслях, связанных с хранением и транспортировкой жидкостей и газов, сварка необходима для создания герметичных соединений. Это позволяет предотвратить утечку опасных веществ, обеспечивая безопасность и экономичность процессов.
Снижение массы и увеличение надежности конструкций. Сварные соединения часто позволяют сократить массу конструкции по сравнению с использованием болтовых или заклёпочных соединений. Это особенно важно для транспортной и аэрокосмической промышленности, где уменьшение веса изделия влияет на его эксплуатационные характеристики и стоимость.
Производство сложных изделий и конструкций. Сварка позволяет создавать конструкции любой сложности и формы, соединяя элементы в различных пространственных положениях. Это открывает возможности для создания уникальных изделий с высокими прочностными характеристиками.
Экономия материалов и ресурсов. По сравнению с другими методами соединения металлов сварка требует меньше расходных материалов и позволяет минимизировать отходы, что делает её более экологичным и экономичным методом производства.
Надежность и безопасность конструкций. Благодаря своим характеристикам сварные соединения обладают высокой стойкостью к нагрузкам, что делает их идеальными для ответственных конструкций, например, в строительстве мостов, высотных зданий, промышленных объектов. Высококачественные сварочные работы гарантируют безопасность эксплуатации конструкции даже в экстремальных условиях.
Высокая производительность и эффективность. Сварочные работы обеспечивают быстрый и качественный монтаж конструкций и их элементов, что значительно сокращает сроки строительства и производства. Высокая скорость выполнения сварочных операций позволяет обеспечить высокие объёмы выпуска продукции.
Универсальность применения. Сварка используется для соединения практически любых металлических материалов и сплавов, в том числе алюминия, стали, титана и многих других. Благодаря различным видам сварки (дуговая, лазерная, плазменная и т.д.) возможно оптимальное решение для каждого конкретного случая.
Развитие технологий и автоматизация. Современные сварочные технологии позволяют автоматизировать процесс, обеспечивая высокое качество и стабильность соединений. Применение роботизированных сварочных комплексов особенно актуально на крупных производствах, где важно поддерживать стабильный уровень качества и производительности.
Экономическая выгода. Использование сварки позволяет сократить затраты на материалы и трудовые ресурсы, что особенно ценно для серийного производства. Снижение расходов на крепежные элементы и сокращение времени на установку конструкций делает сварку одним из самых выгодных методов соединения.
В «СтальГрад» мы понимаем, что качество сварочных работ непосредственно влияет на успешность строительных и производственных проектов. Поэтому мы постоянно совершенствуем наши технологии и обучаем персонал, чтобы гарантировать высокое качество и надежность изделий.
Для выполнения сварочных работ мы используем сертифицированные материалы, соответствующие международным стандартам. В частности, наша сварочная проволока предназначена для различных типов сварки и отвечает стандарту EN ISO 14341-A G3Si1, а также техническим условиям ТУ 1227-200-55224353-2018.
Безопасность и эффективность сварочных работ обеспечиваются также использованием защитных газов. В нашей металлобазе применяется углекислый газ (CO2) согласно ГОСТ 8050-85, что помогает создать защитную среду во время сварки, предотвращая образование окалиной и обеспечивая чистоту сварного шва.
Если вам нужна профессиональная помощь в проведении сварочных работ, наша команда экспертов готова предложить комплексные решения. Заказывая услуги в нашей металлобазе, вы можете быть уверены, что получите продукцию самого высокого качества с гарантией долговечности и безопасности.
Мы в «СтальГрад» стремимся к тому, чтобы каждый сварной шов был идеальным, а каждый проект — успешным. Обращайтесь к нам и убедитесь в этом сами!
Звоните 8 (423) 239-09-09, будем рады помочь!
———————————————————-
МЕТАЛЛОПРОКАТ
МЕТАЛЛООБРАБОТКА
ПРОИЗВОДСТВО
г. Владивосток ул.Фанзавод, 1 стр. 3
8 (423) 202-54-69
Современное производство немыслимо без широкого применения автоматизированного оборудования. И если говорить о высокоточной обработке металлических заготовок, то здесь ключевую роль играют станки с числовым программным управлением (ЧПУ).
Плазменная резка металла является одним из наиболее эффективных методов обработки металлических материалов. Она широко используется в промышленности благодаря своей высокой точности и скорости. В этой статье мы рассмотрим различные аспекты плазменной резки, включая ее виды, технологию, особенности, преимущества и недостатки.
Принцип работы плазменной резки на ЧПУ-станке следующий: специальная горелка формирует сверхвысокотемпературную плазменную дугу, которая и производит разрез материала. При этом точность и контроль траектории резки осуществляется благодаря числовому программному управлению.

Плазменная резка позволяет обрабатывать и сталь, и чугун, и алюминий, и медь, и титан, и любой другой металл.
Область применения заготовок и изделий, вырезанных с помощью плазмореза не ограничена:
Преимущества применения плазменной резки на станках ЧПУ очевидны:
При всех достоинствах плазменной резки на ЧПУ-станках следует также отметить и некоторые особенности:
Однако эти незначительные нюансы полностью окупаются высокой эффективностью и качеством плазменной обработки металлов на современных станках с ЧПУ. Этот передовой метод открывает широкие возможности для металлообрабатывающих предприятий, позволяя оптимизировать производственные процессы и повышать конкурентоспособность выпускаемой продукции.
Металлобаза СтальГрад рад предложить вам услуги по плазменной резке на ЧПУ-станке.
На высокоточном ЧПУ-станке плазменной резки специалисты цеха СтальГрад осуществляют раскрой листового металлопроката на изделия, как простой, так и сложной формы и конфигурации, толщиной металлопроката до 200 мм.
Программное обеспечение станка обеспечивает точную и управляемую резку. Специалист цеха СтальГрад вводит данные о форме и размерах изделия в компьютерную программу, которая затем преобразует эту информацию в команды для станка. Станок автоматически выполняет программу, обеспечивая точный и повторяемый раскрой металла.
Благодаря высокому уровню точности и многофункциональности ЧПУ станка, можно реализовать любые задумки и воплотить фантазии в создании уникальных изделий и конструкций.
Звоните 8 (423) 239-09-09, будем рады помочь!
———————————————————-
МЕТАЛЛОПРОКАТ
МЕТАЛЛООБРАБОТКА
ПРОИЗВОДСТВО
г. Владивосток ул.Фанзавод, 1 стр. 3
8 (423) 202-54-69
Токарная обработка занимает ключевое место в металлообработке и машиностроении. Этот высокоточный процесс позволяет изготавливать широкий спектр деталей и изделий, отличающихся сложной геометрией и высокими требованиями к качеству.
Суть токарной обработки заключается в снятии слоев материала с вращающейся заготовки при помощи режущего инструмента. В зависимости от задач и свойств обрабатываемого материала используются различные виды токарных работ:
Все операции выполняются на специализированных токарных станках, оснащенных системами числового программного управления (ЧПУ). Это позволяет достигать высокой точности и производительности.
Современные токарные центры открывают широкие возможности для металлообработки:
Кроме того, токарная обработка позволяет изготавливать как единичные изделия, так и выпускать крупные производственные серии.
Применение токарной обработки на современном оборудовании обеспечивает ряд важных преимуществ:
1. Высокая производительность и экономичность процесса.
2. Отличное качество обрабатываемых поверхностей.
3. Возможность автоматизации и роботизации, что повышает точность и снижает влияние человеческого фактора.
4. Универсальность — токарные станки позволяют обрабатывать разные материалы и изделия.
5. Широкий спектр дополнительных операций (сверление, нарезка резьбы и т.д.).

Таким образом, токарная обработка является ключевой технологией в современном машиностроении и металлообработке. Высокоточное и производительное оборудование открывает новые возможности для изготовления сложных деталей.
Металлобаза СтальГрад рада предложить вам услуги по токарно-фрезерным работам.
Благодаря высокому уровню квалификации наших сотрудников и современному оборудованию, можно реализовать любые задумки и воплотить фантазии в создании уникальных изделий и конструкций.
Звоните 8 (423) 239-09-09, будем рады помочь!
———————————————————-
МЕТАЛЛОПРОКАТ
МЕТАЛЛООБРАБОТКА
ПРОИЗВОДСТВО
г. Владивосток ул.Фанзавод, 1 стр. 3
8 (423) 202-54-69
Арматурная кладочная сетка – один из наиболее востребованных строительных материалов, применяемых в современном строительстве. Она является неотъемлемой частью железобетонных конструкций, обеспечивая им прочность, долговечность и устойчивость к различным воздействиям. В данной статье мы рассмотрим, для чего используется арматурная кладочная сетка, где её можно применить, а также основные характеристики, которые необходимо учитывать при выборе этого материала.
Арматурная кладочная сетка позволяет равномерно распределить нагрузку на всю площадь конструкции, предотвращая образование трещин и разрушение материала. Она представляет собой сетку из металлических прутков, расположенных перпендикулярно друг другу и соединенных между собой сваркой.

Арматурная кладочная сетка может использоваться в различных областях строительства:
1. Укрепление кирпичной кладки. Сетка укладывается между рядами кирпичей, обеспечивая дополнительную прочность и устойчивость стены.
2. Укрепление бетонных конструкций. Сетка добавляется в бетонный раствор перед заливкой, что увеличивает его прочность и предотвращает образование трещин.
3. Устройство стяжки пола. Сетка используется для создания ровного и прочного основания под напольное покрытие.
4. Устройство дорожного покрытия. Сетка укладывается под асфальт, чтобы увеличить его прочность и предотвратить образование ям и трещин.
При выборе сетки важно обращать внимание на ее основные характеристики:
1. Размер ячейки. Он должен соответствовать толщине кладки и используемым строительным материалам.
2. Диаметр проволоки. Обычно применяется сетка с диаметром от 3 до 5 мм, однако для особо ответственных конструкций могут использоваться и более толстые прутки.
3. Марка стали: важно учитывать марку стали при выборе арматурной сетки, так как от неё зависит прочность и долговечность конструкции.
4. Способ производства. Сетка может быть сварной или плетеной. Сварная считается более прочной и надежной.
5. Производитель. При выборе арматурной кладочной сетки следует обращать внимание на репутацию производителя и соответствие продукции нормам ГОСТ или ТУ. Лучше выбирать проверенных производителей с хорошей репутацией.

Арматурная кладочная сетка является важным элементом в строительстве, который помогает увеличить прочность и долговечность строительных конструкций. При выборе сетки необходимо учитывать ее основные характеристики и условия эксплуатации, чтобы выбрать оптимальный вариант для конкретного проекта, что входит в задачи проектировщика.
Правильно подобранная арматурная кладочная сетка обеспечит вашим строительным конструкциям долговечность, прочность и устойчивость к различным воздействиям.
Металлобаза «СтальГрад» является одним из ведущих производителей кладочной сетки в ДВФО. Благодаря наличию собственного оборудования, компания может производить сетку практически любого размера и диаметра, удовлетворяя потребности каждого клиента.
На нашем производстве установлены два станка, которые позволяют изготавливать кладочную сетку по любым запросам клиентов.
1. Автоматический станок многоконтактной точечной сварки — обеспечивает высокую прочность и надежность соединений, что делает нашу сетку идеальной для использования в различных строительных проектах.

2. Станок одноконтактной сварки — позволяет производить сетку с индивидуальными низко профилированными параметрами, используя арматуру до диаметра 16 мм.
Мы понимаем, что каждый проект уникален, поэтому предлагаем:
Металлобаза «СтальГрад» также предлагает своим клиентам удобные условия хранения. Наша кладочная сетка хранится в крытом складе, что защищает её от неблагоприятных погодных условий и сохраняет качество продукции.

Кроме того, мы осуществляем доставку по г.Владивостоку и ДВФО, что позволяет нашим клиентам получать продукцию в необходимые сроки и без лишних хлопот.
Доверьтесь проверенным решениям и наслаждайтесь качественным результатом!
Звоните 8 (423) 202-54-69 или оставляйте заявку на сайте, будем рады помочь!
———————————————————-
МЕТАЛЛОПРОКАТ
МЕТАЛЛООБРАБОТКА
ПРОИЗВОДСТВО
г. Владивосток ул.Фанзавод, 1 стр. 3
8 (423) 202-54-69
Звание одного из лидеров рынка среди металлотрейдеров Дальнего Востока – это не только результат нашей успешной работы, но и обязательство продолжать развиваться и улучшать свои навыки.
Мы гордимся своими знаниями о рынке металла и нюансах металлопроката, и всегда готовы делиться этими знаниями с нашими клиентами и партнерами.
Поэтому сегодня мы отвечаем на главный вопрос, который возникает у новичков: в чем разница между фасонным и сортовым прокатом?
Фасонный металлопрокат – это изготовленные по ГОСТ швеллер, металлический уголок, двутавр. Как правило, эти изделия уже готовы к дальнейшему использованию и не нуждаются в обработке.
Главная функция, возлагаемая на фасонный прокат, – усиление конструкций (несущих элементов и каркасов).
Сортовой металлопрокат -геометрия формы поперечного сечения сортового металлопроката проста, это круг, квадрат, прямоугольник, полоса, шестигранник.
Иногда в литературе можно встретить и другое название профилей такого типа – «простой прокат», но оно не является технически грамотным.
Сортовые изделия – это заготовки для производства других, сложных конструкций и деталей.
Наиболее известный представитель сортового металлопроката – арматура для фундамента.
Многие также отдельно выделяют листовой и трубный прокат.
Как видно из названия, листовой прокат включает в себя все виды стальных плоских листов различных размеров и толщины: листы горячекатаные, холоднокатаные, рифлёные, просечно-вытяжные (ПВЛ) и судосталь.
Трубный прокат, включает в себя все виды труб различных диаметров и форм сечения: бесшовные, оцинкованные, электросварные, водогазопроводные (ВГП), профильные.
Основное использование металлопроката — это строительство. Сортовой и фасонный металлопрокат эффективно и активно применяют при возведении домов, строительстве мостов, в судо- и машиностроении, а также многих других областях.
На металлобазе СтальГрад мы подберем подходящий вид металлопроката, необходимый для Ваших целей.
Звоните 8 (423) 239-09-09 или оставляйте заявку на сайте, будем рады помочь!
———————————————————-
🔴 МЕТАЛЛОПРОКАТ
🔴 МЕТАЛЛООБРАБОТКА
🔴 ПРОИЗВОДСТВО
📍г. Владивосток ул.Фанзавод, 1 стр. 3
📱 8 (423) 239-09-09
Постоянное наличие более 15тыс. тонн металлопроката на складе дает возможность организовать оперативную отгрузку.
Нахождение рядом с федеральной трассой обеспечивает удобный доступ для транспортировки металлической продукции в любом направлении. Благодаря этому, доставка и отгрузка товаров упрощается, а время и затраты на логистику снижаются.
Именно благодаря этому, мы имеем возможность удовлетворять потребности клиентов в кратчайшие сроки.
Металлобаза СтальГрад предлагает огромный ассортимент металла, который удовлетворит все ваши потребности в строительстве, ремонте, производстве и других сфер деятельности.
Независимо от того, нужны вам профилированные листы, трубы, арматурные сетки, или другие виды металлопродукции, у нас есть все, что вам необходимо для вашего проекта. Наш опытный персонал всегда готов оказать вам профессиональную консультацию и помочь в выборе оптимальных материалов.
И независимо от того, нужен ли вам небольшой кусок листового металла или крупная партия труб, мы всегда готовы предоставить вам лучшие условия покупки и доставки.
Более 12 лет наша металлобаза является надежным партнером для многих строительных компаний, предприятий и частных заказчиков. Мы готовы стать вашим профессиональным поставщиком металла, обеспечивая вас всем необходимым для успешной реализации ваших проектов.
В том числе организуем отправку морским транспортом на Сахалин и Камчатку.
Наличие собственного автопарка гарантирует быстрое и безопасное выполнение доставки в срок.
Тягачи и грузовики с манипуляторами:
Это дает нашим клиентам возможность обработать металл непосредственно на месте его приобретения. Это значительно экономит время и ресурсы, так как нет необходимости дополнительно везти металл куда-то еще.
Кроме того, наличие собственного цеха металлообработки позволяет нам быстро реагировать на запросы клиентов и выполнять заказы в кратчайшие сроки.
Предварительная подготовка металлопроката:
Полный спектр услуг по металлообработке:
К Вашим услугам современное оборудование:
Все эти услуги позволяют нашим клиентам получить металлопрокат с нужными размерами, формами и углами. В результате Вы можете получить высококачественный металлопрокат, который полностью соответствует Вашим требованиям.
Длительное сотрудничество с металлобазой «СтальГрад» — это выгодное решение для клиентов из различных отраслей промышленности.
Предлагая клиентам долгосрочные партнерские отношения, «СтальГрад» обеспечивает ряд преимуществ, которые делают сотрудничество более удобным и выгодным.
Если у вас есть какие-то особые требования к заказу, то вы можете связаться со своим персональным менеджером, и он подготовит ваш заказ прямо по телефону.
Мы гарантируем, что цена на продукцию не изменится в течение всего периода сотрудничества. Это позволяет вам планировать свои расходы заранее и избежать неприятных сюрпризов из-за изменения цен на рынке.
В целом, длительное и надежное сотрудничество с металлобазой «СтальГрад» предоставляет клиентам уверенность в поставках, профессиональную поддержку и гибкие условия взаимодействия, что делает их бизнес более успешным и эффективным.
Мы всегда готовы предложить Вам лучшие условия и качественный сервис!
Наличие собственного цеха позволяет нам контролировать качество производства каждой партии кладочной сетки. Мы следим за каждым этапом производства, начиная от выбора качественных материалов и заканчивая контролем готовой продукции. Это гарантирует нашим клиентам высокое качество и надежность приобретаемого товара.
Наличие собственного цеха позволяет нам быть гибкими в работе с заказами. Мы можем быстро реагировать на потребности клиентов и выполнять заказы любого объема и сложности. Это делает процесс сотрудничества с нами максимально удобным и эффективным для наших клиентов.
Стальная проволока является широко используемым материалом для строительства, а ее производством занимается большое количество компаний металлургии. Основное использование проволоки распространяется на изготовление электродов, телеграфной проволоки, канатов, метизов, гвоздей и изделий машиностроения. Проволока поступает в продажу чаще всего размерами 5-10 мм в сечении. Процесс изготовления проволоки состоит в раскатке кубической заготовки на квадратные изделия меньшего размера. Затем их рубят на отрезки длиной от двух до десяти метров. После этого заготовку пропускают через валы, которые формируют металл, обжимая его. Затем катанка, намотанная в кольца, охлаждается и укладывается в бухты. Бухта представляет собой непрерывный отрезок проволоки в поперечном сечении от 5 до 9 миллиметров. Обязательное условие — аккуратное укладывание витков для исключения их запутывания.
Бывают случаи, когда в мотке два отрезка проволоки, но от общего веса партии, поставляемой заказчику, такие мотки не должны превышать двадцати процентов. Каждый отрезок должен сопровождаться соответствующей биркой или ярлыком. В одном мотке катанки вес должен находиться в пределах 160 килограммов, но иногда допускается ограничение веса до 100 килограмм. Если катанка изготавливалась на линейных станах, то вес такого мотка может быть от 50 килограммов и выше. При большом диаметре катанки в мотке допускается больший вес, но не более 5 тонн. Это ограничение связано с наличием у заказчика подъемно-транспортных средств. В сопроводительной документации на каждом мотке указывается способ охлаждения и прикладывается сертификат качества. Бывают случаи, когда потребителю нужна проволока большего диаметра, тогда изготовитель выполняет такой заказ.
На качество катанки обращается особое внимание. Овальность катанки в поперечном сечении не должна быть больше 50% от максимально допустимой суммы предельно допустимых отклонений овальности. Это отклонение распространяется только для катанки до 9 мм, которая изготавливается на проволочных станах. Нельзя допустить обезуглероживание стали во время нагревания, наличие пузырей и пустот в катанке снизит ее прочность.
Катанка должна быть пластична, обладать хорошей деформацией, а для дальнейшего получения из нее проволоки не допускается наличие заусенцев и закатов, иначе ее качество снижается, и такая проволока поступает на рынок для других целей и по низкой цене. На рынках, которые предлагают строительные материалы, можно встретить стальную проволоку как импортного, так и отечественного производителя. Широкий и разнообразный ассортимент катанки и стальной проволоки позволяет купить проволоку катанку по приемлемой цене. Формирование на проволоку катанку цены зависит от вида катанки, а также характеристик эксплуатации и материала, применяемого для ее изготовления.
Большое количество производителей катанки и стальной проволоки определяет и разнообразную цену на эти изделия. Поэтому задача потребителя заключается в том, чтобы купить катанку по самой низкой цене, но при этом следить, чтобы ее качество было высоким. Продажа катанки и стальной проволоки производится со складов поставщиков, можно приобрести изделие непосредственно у производителей, отсюда разная цена на продукцию. Если заказчик приобретает большую партию катанки и стальной проволоки, то он вправе рассчитывать на уменьшение отпускной катанка цены и цены стальной проволоки. Это возможно за счет дополнительной скидки ему как оптовому покупателю.
Лист горячекатаный и холоднокатаный имеют существенные отличия. Они по-разному выглядят. Отличаются по эксплуатационным характеристикам. Имеют свои плюсы и минусы. Есть различия в производстве материалов.
Лист стальной горячекатаный выпускается из слитков и слябов (куски, плиты) прямоугольной формы.
Основные этапы производства г/к продукции:
1. Заготовка загружается в печь, где нагревается до температуры, которая необходима для прокатки (t зависит от хим. состава стали и размеров сляба).
2. Проводится разрыхление окалины для удаления окиси.
3. Нагретая заготовка обжимается до нужных по тех. стандарту параметров, если не соответствует нормативам по ширине.
4. Сляб, слиток отправляется в черновую, а затем в чистовую клети. В них заготовка обжимается вертикальными и горизонтальными валками с зазором, через который подается полоса со скоростью до 20 м/с. В клетях материал приобретает номинальную форму и размеры готового листа стального г/к, лишается воздушной окалины.
5. Если изготавливается рулонный материал, полосы скатываются в трубу.
6. Выполняется термическая обработка заготовок в печах: закалка, обжиг, отпуск и т. д. Тип манипуляций зависит от качеств материала, который должен получиться на выходе.
Прокат стальной холоднокатаный получают из рулонов горячекатаной стали.
В процессе обработки полосы разматывают и очищают от окалины методом травления в ваннах с раствором серной кислоты.
Затем выполняется обрезка кромки полотна по заданной ширине и промасливание перед свертыванием полосы в рулон.
Материал отправляется на стан холодного проката, где обжимается валками до нужной толщины. Для улучшения структуры стали рулоны направляются на термическую обработку. Стопки смотанных полос обжигаются в колпаковых печах при t до 730 °С.
Затем охлаждаются и отправляются на дрессировочный стан для улучшения механических характеристик материала и свойств поверхности. У готовых рулонов обрезается кромка.
Х/К материал имеет меньшее количество визуальных дефектов. Его поверхность более гладкая, без окалины. Г/К полосы шероховатые на ощупь. Листы х/к геометрически более ровные. Стоит холоднокатаный прокат дороже.
Что лучше? Холоднокатаные полосы считаются более совершенными и отличаются более высоким пределом текучести.
Какой выбрать лист?
Внешние отличия и внутренние свойства определяют сферу применения материалов. Сталь г/к используется там, где не важен презентабельный вид и идеальная геометрия. Лист стальной холоднокатаный применяется для внешней отделки.
Сферы использования листов:
ГК: строительство (усиление фундамента, несущие и сварные конструкции, производство труб).
ХК: изготовление кровельных покрытий, консервных банок, кузовов авто, корпусов оборудования, приборов.
Область использования также зависит от толщины полос. Прокат листовой горячекатаный в сортаменте выпускается 0,4- 200 мм. Материал холоднокатаный более тонкий — толщиной максимум до 5 мм.
Листы 2 мм используются для производства корпусов бытовой техники, при изготовлении усиленного металлопрофиля для перегородок и подвесных потолков. Прокат 3 мм применяется в качестве кровельной обшивки. Сталь 5 мм используется при изготовлении строительных металлоконструкций, вагонов.
Спасибо за обращение!
Мы свяжемся с Вами в ближайшее время.